|
Способов подключения ТНС к мач3 - три (основных)
1 - Подключить плату ТНС напрямую в
LPT компьютера, к ней подключить
драйвера X, Y, Z
(сигналы step(puls), dir) и плату
включения плазмы. Для этой цели на плате ТНС есть клемник под
отвёртку. Этот способ рекомендуемый, более подходит при создании
стола с нуля
2 - Поставить дополнительный
LPT в слот PCI (например
такой стоит от 300руб) Тогда у вас подключение моторов,
датчиков и т.п. будет к одному порту а ТНС будет вставлен в
другой независимый порт LPT. Этот
способ подходит для установки ТНС на работающий стол, чтобы не
трогать работающую часть, ставим доп. LPT
и мучаем его, т.к. никто не отменял принцип - нехер лесть туда,
где всё работает!
3 - Подключить ТНС к
плате опторазвязки. Для любителей использовать коммуникационную
плату (плата опторазвязки и т.п.) нужно взять три сигнала с ТНС
(THC_ON, THC_UP,
THC_DOWN) для этого в комплекте
есть переходник, (т.к. сигналы в ЛПТ +5в, логический уровень в
коммуникационной плате обычно выше, как правило нужен выход
открытый коллектор - т.е. сигнал "замкнутые контакты") и
подключить (ТОЛЬКО ТРИ СИГНАЛА от платы ТНС) к плате
опторазвязки. Т.е. всё подключается к коммуникационной плате и
драйвера моторов, и запуск плазмы, и датчик касания, и домашние
датчики, и ТНС. В основном этот способ подходит тем, кто купил
станок с хитрыми переходниками LAN-LPT
(это чудо нужно для увеличения расстояния от компа до ящика
электроники). Кстати в Mach3 можно
параллельно подключать домашние датчики и сигналы ТНС.
Рассматривать будем только вариант № 1. т.к. в
других вариантах многое зависит от конфигурации другого
оборудования. Итак - втыкиваем плату ТНС в порт LPT
компьютера и USB для питания +5в.
И ничего не происходит!!! (один из самых распространенных
вопросов) Т.к. от USB берётся
только +5в питания, а LPT не
поддерживает "Plug and Play" т.е. автоматического определения
устройства. Т.е. компьютер НЕ видит нового устройства в
диспетчере устройств. Для работы
THC в mach3
нужно чтобы mach3 был лицензионный или
"вылеченный от жадности", т.е. взломанный, в Демо версии ТНС не
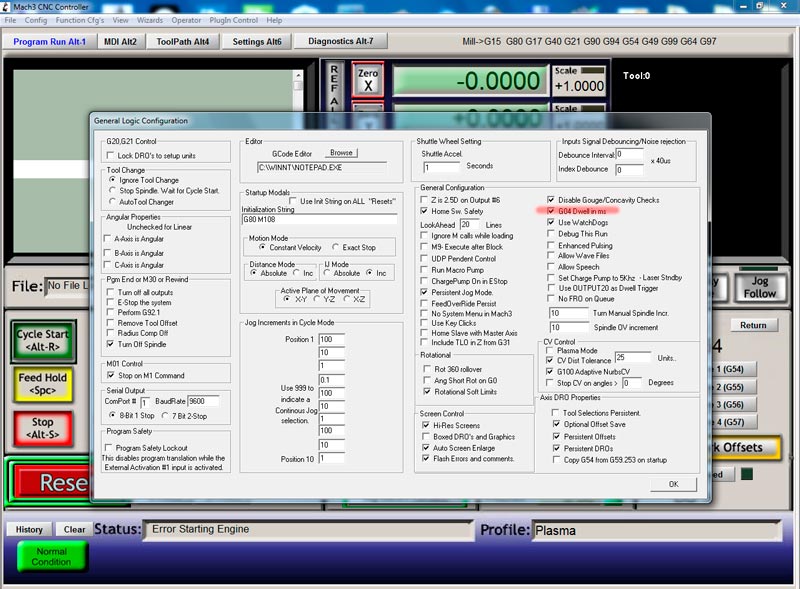
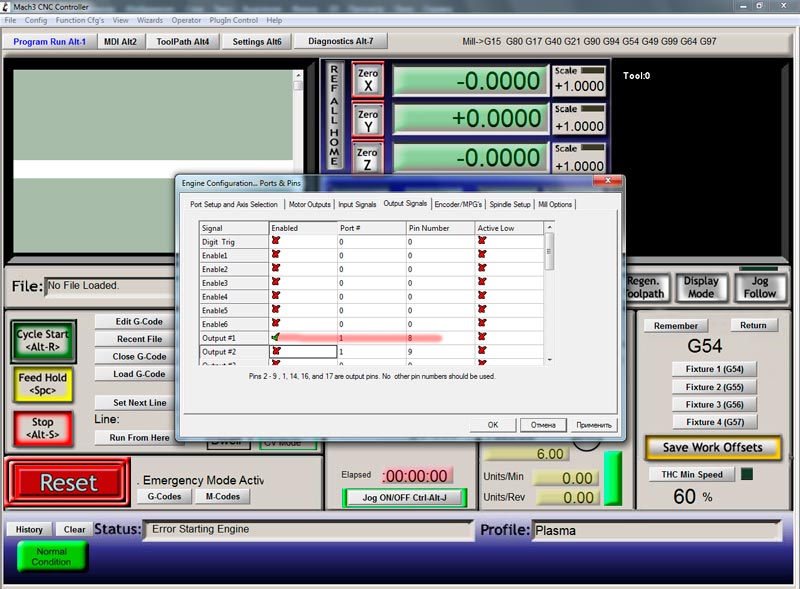
работает. Пробежимся по настройкам:
Сделайте паузу G04 в милисекундах
Про калибровку рассказывать не буду, в двух словах не
расскажешь, по этой теме есть много информации в иннете, и
несколько способов это сделать.
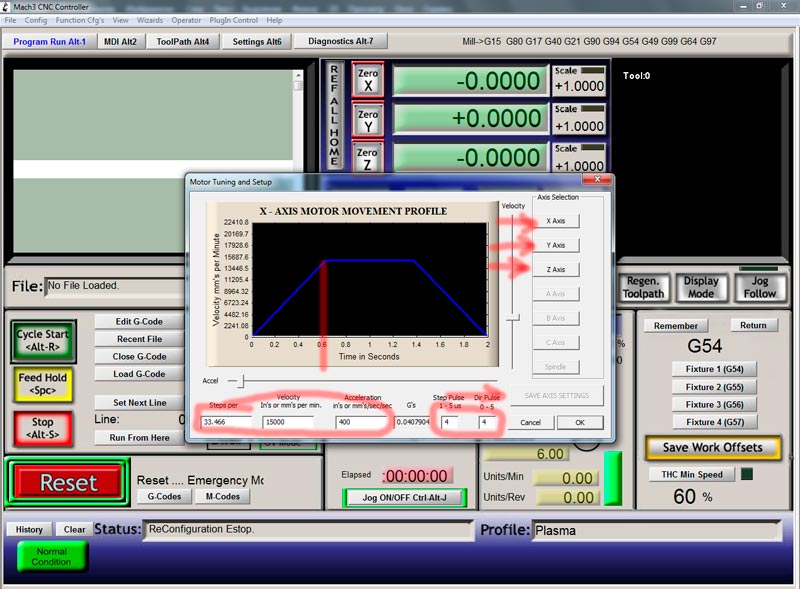
От себя добавлю - желательно выставить длительность импульса 4-5
мкс, ускорение для среднестатистического стола примерно 0,5 сек.
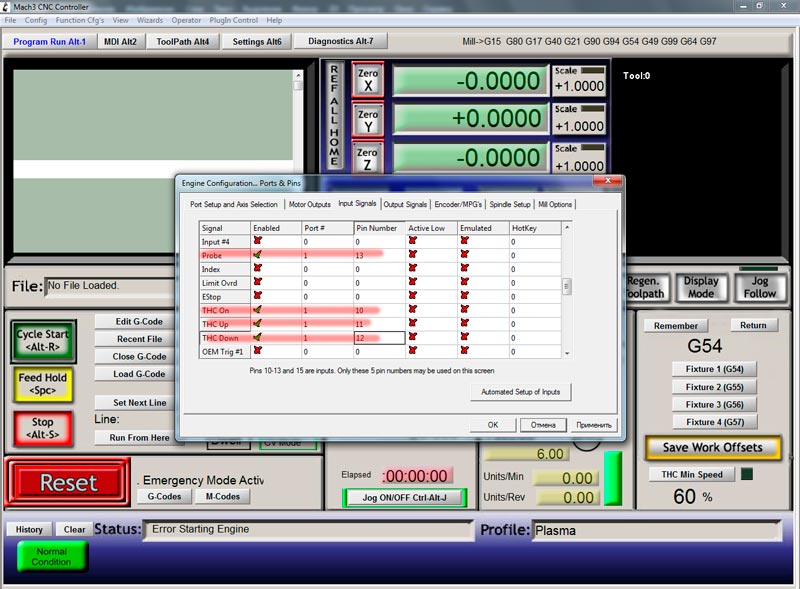
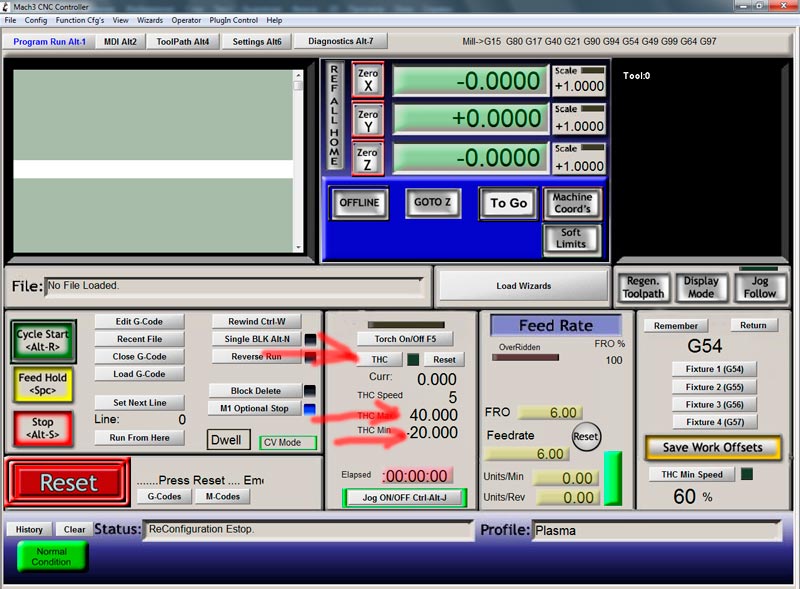
Здесь можно включить ТНС, THC_max
должен быть не менее +50, а THC_min не
более -50
в этом диапазоне работает ТНС, за его пределами он
корректировать высоту не будет.
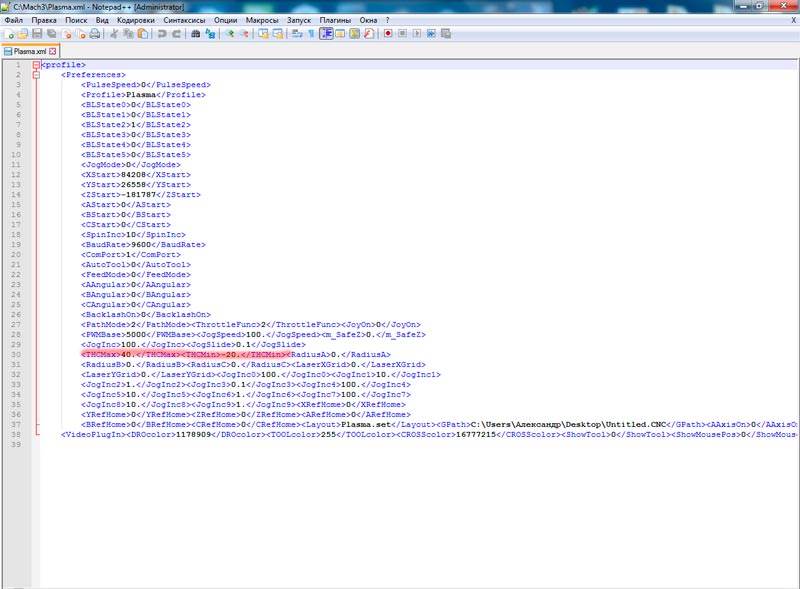
Один из самых распространённых глюков мач3 - это невозможность
поставить "-" в THC_min (отрицательное
значение), а оно там необходимо.
Для этого заходим в папку C:\Mach3,
находим файл Plasma.xml, открываем его с помощью блокнота, лучше
"notepad++"
Находим <THCMax>40.</THCMax><THCMin>-20.</THCMin> подставляем
свои значения и сохраняем.
Всё ТНС работает и настроен!!!
Но т.к. лист сильно изгибается в процессе термической резки, нам
нужно зажечь плазму на определённой высоте от поверхности листа,
значит перед поджигом плазмы нужно ещё найти эту поверхность,
значит нам нужен датчик касания. Существует
несколько способов задать алгоритм поиска нуля. Например можно
прописать в постпроцессоре эту процедуру и каждый раз в
g-code перед командой
m03 будет последовательность команд
G31 Z-50
G92 Z-3
G0 Z1
Но мне ближе другой способ:
В g-code не упоминается
Z вообще и желательно не упоминать
скорость F
Про скорость - есть две причины.
Первая - чтобы изменить рабочую скорость и паузы прокола
G04 не нужно переделывать
g-code_ы (их может быть тысячи в одном
чертеже), а только лишь подкорректировать один файл макроса
m3.m1s в папке C:\Mach3\macros\plasma, на который, крайне
рекомендую, сделать ярлык с рабочего стола.
Вторая причина - тоже не менее распространённый глюк мача - если
скорость не указывать перед началом каждого движения, он бывает
её забывает. Этот глюк встречается реже, но он есть.
Суть способа поиска поверхности при помощи макросов - каждый раз
когда в g-code программа видит команду
M03 она открывает файл m3.m1s и
выполняет каждую строчку по порядку, когда выполнит всё,
переходит к чтению g-code_ов дальше.
Скачайте файлы макросов здесь.
Распакуйте их сюда C:\Mach3\macros\plasma
Откройте их с помощью блокнота "notepad++"
В макросе M3 вы увидите это
Code "G31 Z-50 F1000" 'опускаем до касания до -50 со скоростью
1000
While IsMoving() ' Подождать пока произойдет касание
Wend
Code "G92 Z-3" 'обозначаем Z как -3
Code "G0 Z1" 'поднимаемся до 1мм
While IsMoving()
Wend
DoSpinCW() 'включаем плазму
Code "G4 P0.5000" 'пауза 0,5 сек
Code "F1000" ' <--------- рабочая скорость реза мм в минуту
(страница не дописана, трезвею - писать
становиться сложнее...) |













{kind=link}