| |
Автономный ЧПУ контроллер с контролем высоты факела плазмы ТНС (thc)
по напряжению дуги -
это устройство управляющее шаговыми моторами (без компьютера), столом
плазменного раскроя листового железа или другим оборудованием.
Можно использовать в робототехнике и в другой промышленной автоматизации,
например робот сварщик (сварочный автомат) различные технологические операции.
Функции:
-
Работа по
G-кодам записанным на SDкарту
памяти
-
режим "Ручное
обучение" - вырезание детали по указанным точкам (без G-кодов
подготовленных на компьютере)
-
THC - (thc, тнс) - контроль высоты горелки
по напряжению дуги плазмы, т.е. при изгибе железа горелка перемещается на
фиксированном от поверхности расстоянии (от 1 до 5мм)
-
Поиск металла -
перед поджигом плазмы, горелка опускается до касания о поверхность, затем
поднимается на заданную высоту прокола
-
Изменение скорости -
возможно корректировать скорость во время работы
-
Настройка пауз М3 и
М5 - это паузы начала (прокола) и завершения реза, они не читаются из
G-кодов, а задаются на контроллере.
-
"Домой" -
перемещение горелки в точку (0;0)
-
(0;0) - обнуление
координат, чтобы указать начало листа либо начала реза
Вариант 1.
19 500руб.
Собранный автономный контроллер с ТНС в
пластиковом корпусе 200*120мм

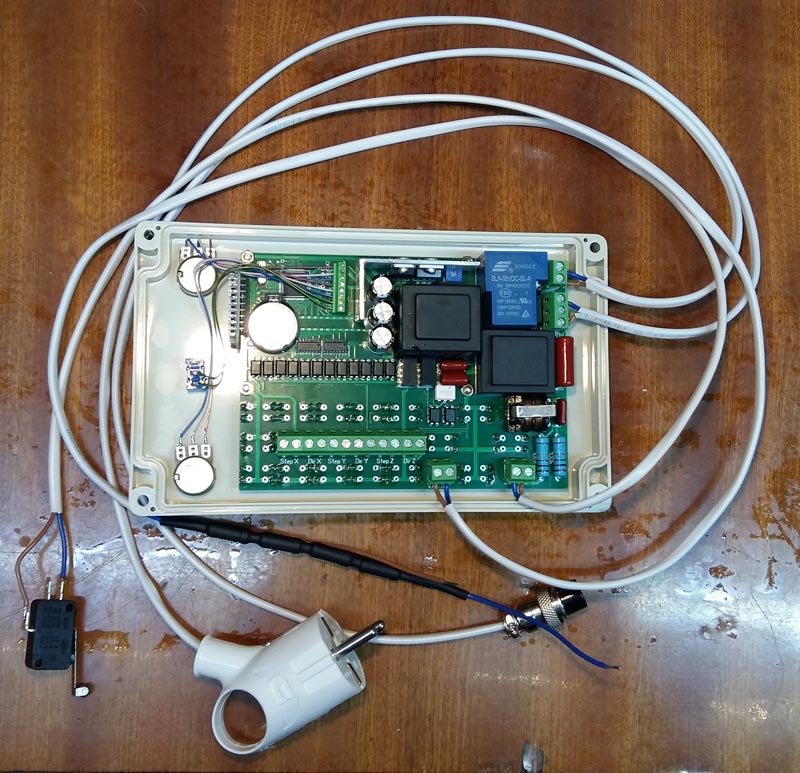

Стоимость контроллера
19 500 руб.
Вариант 2.
35 000 руб.
Ящик электроники с автономным контроллером с ТНС с драйверами
DM542C (4шт.) и БП 24В
250Вт
как на серии мини столов ЧПУ


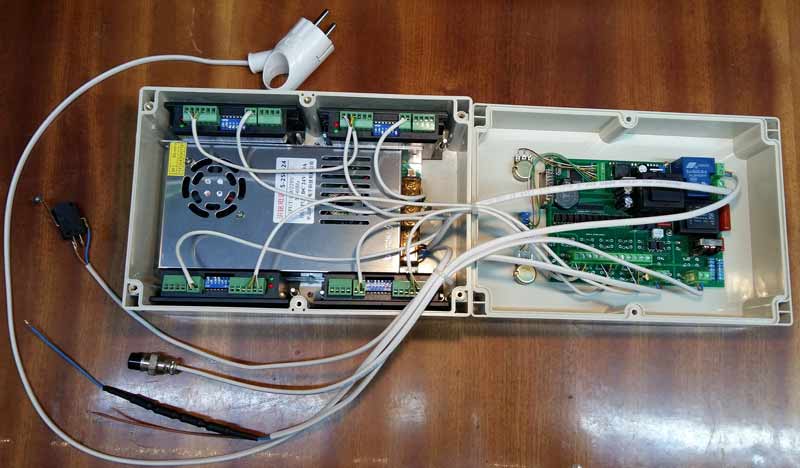

Стоимость ящика электроники
35 000 руб.
Вариант 3.
40 000руб.
Ящик электроники с автономным контроллером с ТНС с драйверами
DM542 (4шт.) и БП
36В 500Вт, ящик
300*250*110мм.



Стоимость ящика электроники
40 000 руб.
Подключение Автономного Контроллера.
1) Подключите драйвера шаговых двигателей к контроллеру. STEP
(он же PUL) и DIR. Если Вы используете двухсторонний
привод портала (ось X двигают два мотора, т.е. на
жёлтой поперечине, которая на видео, моторы с двух сторон), то второй драйвер
оси X нужно подключить параллельно первому драйверу
X.
Если при проверке какой-либо мотор крутится в обратную сторону - нужно поменять
местами два крайних провода, не трогая другие два.
Например было:
А+ жёлтый
А- синий
В+ красный
В- зелёный,
для вращения в другую сторону будет:
А+ синий
А- жёлтый
В+ красный
В- зелёный
или
А+ жёлтый
А- синий
В+ зелёный
В- красный.
2) Подключите датчик касания поверхности. При движении горелки вниз, если она
упирается в металл, срабатывает кнопка размыкающая цепь. Т.е. в нормальном
состоянии кнопка нажата, при упоре горелки она отжимается, размыкая цепь.
Обратите внимание на видео она (кнопка-концевик) зелёная рядом с горелкой.
см. фото
3) Подключите провод включения плазмы.
см фото
4) Подайте ток плазмы на горелку. Рекомендую использовать коаксиальный
провод, но не к каждому аппарату он подойдёт. Самый надёжный вариант - простой
толстый провод не менее 16мм²
на основную дугу и 10мм²
на дежурную.
Массу нужно жёстко
зафиксировать за корпус стола (без прищепки)
см фото.
5) Подключите вход ТНС. Со стороны горелки подсоединяетесь провод с резисторами параллельно силовому.
Второй провод ТНС присоедините к массе стола, можно рядом с ящиком или с
горелкой.
Настройка:
Для настройки пауз М3 и М5 нужно, удерживая кнопку "НАСТР" , нажимая X+, X-, Y+, Y-,
выставить нужные значения.
Чтобы попасть в скрытое меню настройки станка, нужно удерживая кнопку "НАСТР"
нажать "RESET"
Значения по умолчанию:
-
dlina_impulsa_x =
0.1 'расстояние перемещения при одном импульсе мм
-
dlina_impulsa_y =
0.1 'расстояние перемещения при одном импульсе мм
-
dlina_impulsa_z =
0.1 'расстояние перемещения при одном импульсе мм
-
vremya_uskor_g0 =
4000 'время ускорения 2000 = 1сек до skorost_holost_hoda
-
skorost_holost_hoda
= 10000 'скорость холостого хода мм в минуту
-
start_skor = 50
'стартовая скорость мм в минуту
-
skorost_max = 5000
'максимальная рабочая скорость мм в минуту (значение для крайне правого
положения крутилки "СКОРОСТЬ")
-
skorost_min = 50
'минимальная рабочая скорость мм в минуту (значение для крайне левого
положения крутилки "СКОРОСТЬ")
-
skorost_z = 2000
'скорость хода z
-
z_up = 100 'высота Z
при холостом перемещении
-
z_down = -50
'минимальная высота при поиске металла
-
z_probe = -3 'высота
при срабатывании датчика
-
z_plasma_on = 2 'высота включения плазмы
-
z_start = 3 'высота
начала движения
-
skorost_thc = 100
'скорость ТНС
-
thc_max = 50 'высота
макс ТНС
-
thc_min = -50
'высота мин ТНС
-
thc_dopusk = 5 'не
реагирует на эту величину при изменнении ТНС
-
thc_norma_min = 100
(значение для крайне левого положения крутилки "ТНС")
-
thc_norma_max = 150
(значение для крайне правого положения крутилки "ТНС")
-
thc_time = 1000 'переменная для калибровки показаний ТНС (подаю 120В
на вход ТНС и добиваюсь 120 на экране контроллера)
Чтобы откалибровать шаг моторов, посмотрите какие настройки записаны у Вас dlina_impulsa_x, dlina_impulsa_y, dlina_impulsa_z.
Для начала выставьте переключатели на драйверах первый включен, остальные выключены.
vremya_uskor_g0 = 2000 (ускорение 1 сек)
Пройдите станком например 500мм по экрану,
по факту, предположим, получилось 200мм,
если шаг dlina_impulsa_x = 0,1
новый шаг получаем dlina_impulsa_x = 0,1*200/500 = 0,04
его нужно записать в контроллер.
Желательно, чтобы это число было в интервале 0,02 - 0,5 мм
Подключение ТНС к горелке:
(провод с резисторами к силовому проводу плазмы, без резисторов к корпусу стола)


|
|













{kind=link}
{kind=link}
{kind=link}