|
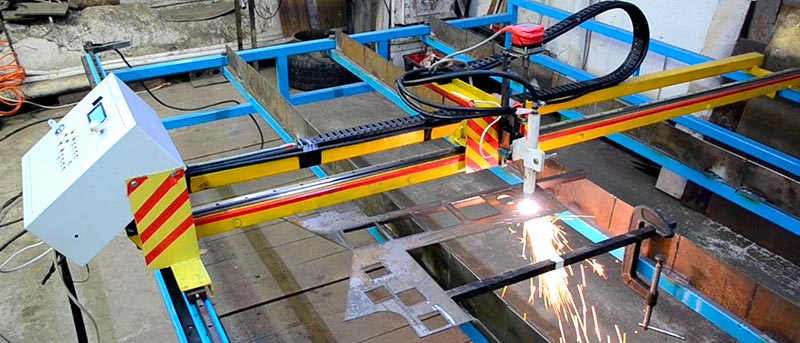
Характеристики:
1. Габариты 3500*2200*1000.
2. Рабочее поле 3050*1550
3. Скорость до 15 000 м в мин.
4. Точность 0,1мм.
5. ТНС - контроль высоты горелки по напряжению дуги
6. Может работать с любым источником.
7. Стол разборный
Цена стола с ЧПУ плазменной
резки 300 000 руб. (20% скидка при нал. оплате)
При нал оплате стоимость 240 000 руб.
В стоимость входит:
1. Стол разборный или неразборный с водяной ванной.
2. Ящик электроники с автономным контроллером и ТНС
3. Горелка, провода, шланги.
Для работы необходимо дополнительно:
1. Аппарат тока плазмы.
2. Компрессор.
Ящик электроники в сборе.
 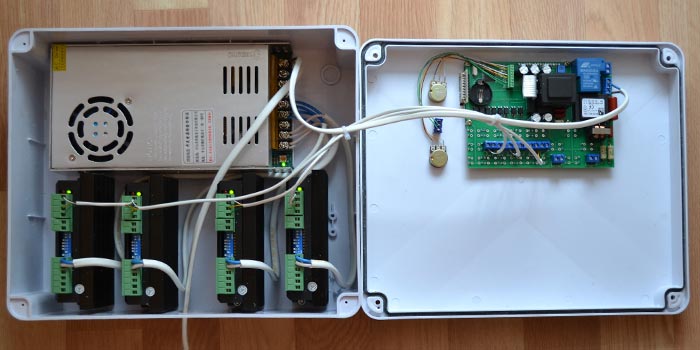
В состав входит:
1. Автономный контроллер с ТНС
2. Блок питания 36В 500Вт
3. Драйвера DM542 4 шт.
Стоимость 40 000 руб.
Стоимость автономного контроллера 19 500
руб. (подробнее
здесь)
Также предлагаю ТНС для
Mach3 цена 10 000 руб.
(при заказе от двух штук)
>>>>
Мини стол ЧПУ плазменной резки цена
125 000 руб.
<<<<
Тел: +7 922 03-123-03
Производство
находится в Свердловской области г. Заречный (50км. от
Екатеринбурга).
Чтобы установить
Pronest (очень хорошая программа (ЛУЧШАЯ!!!),
расставляет оптимально детали на листе, из чертежей (Компас, Автокад)
создаёт Gкод для mach3
или контроллера)
Сначала
прочитайте здесь
https://dostup-rutracker.org/
Затем скачайте
https://rutracker.org/forum/viewtopic.php?t=1619060 или
https://rutracker.org/forum/viewtopic.php?t=4901685
Установите Pronest
Скопируйте в папку CFF постпроцессор для
автономного контроллера
Armatura-ural.cff (его особенность - указывает центр окружности в
абсолютных, а не относительных величинах (удобнее читать человеку) в остальном
всё стандартно)
Настройка Pronest очень простая и русский
интерфейс её упрощает.
Или скопируйте мои настройки, у меня они здесь: C:\Program Files\MTC\ProNest 8\Settings\Machines
Demo Plasma Machine.CFG
Порядок работы:
1) Нарисовать деталь (именно деталь, не отрезок или незамкнутую херню, т.е.
деталь которую можно вырезать и она теоретически выпадет (упадёт на пол) из
листа)
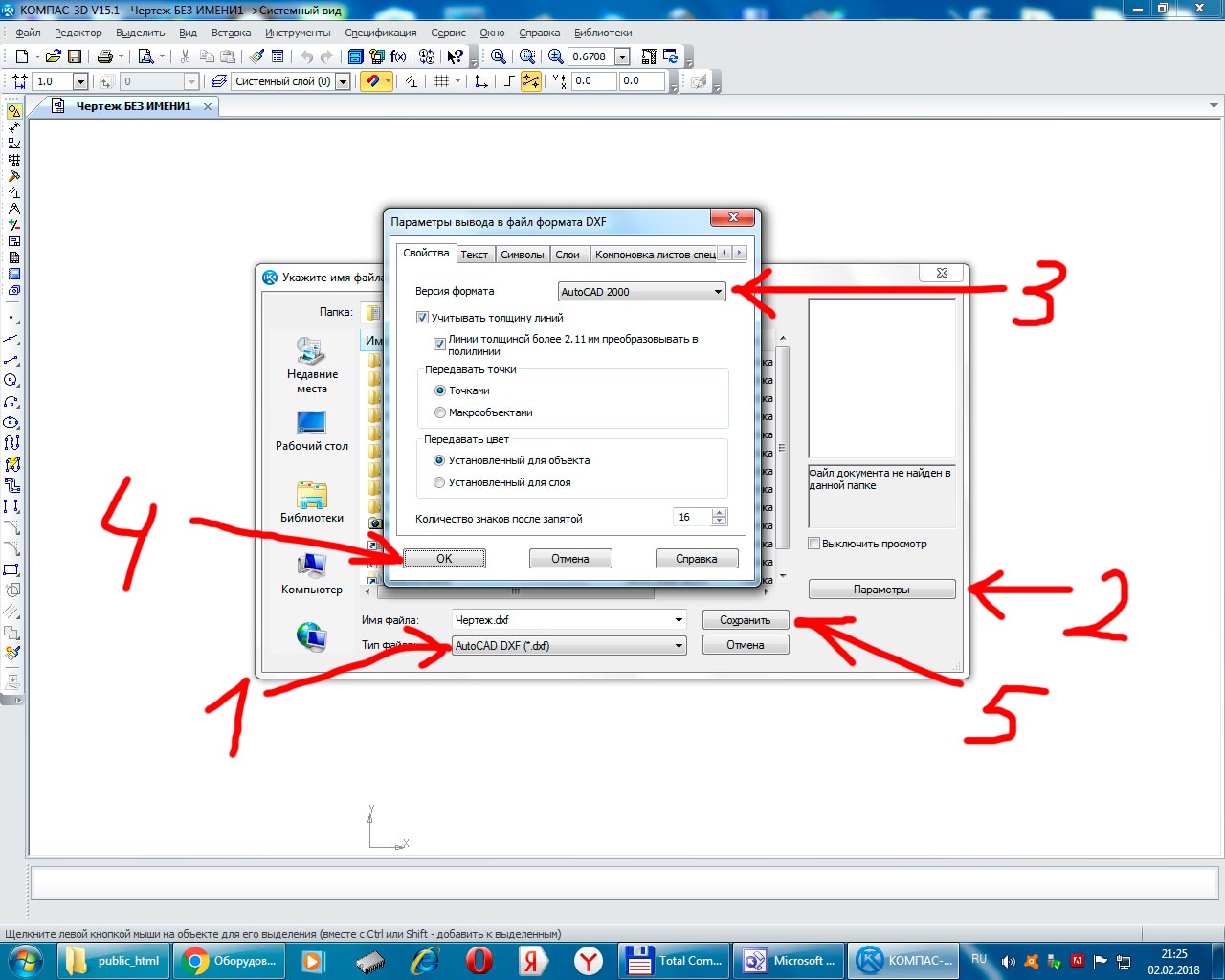
2) Сохранить в формате DXF версии 2000г
см. рис.
3) В ProNeste "Задание" - "Редактировать
перечень деталей" из верхней части перетащить всё что нужно в нижнюю, указав
количество, и нажать "Вернуться к раскрою"
4) "Раскрой" - "Начать автоматический раскрой"
5) "Файл" - "Выдача УП" Сохранить на флэшке под именем "program.cnc"
6) Вставить флэшку в контроллер на ЧПУ столе.
7) Подвести горелку к началу листа либо другому месту реза и нажать кнопу (0;0)
обнуления координат
8) Выставьте нужный ток на аппарате (инверторе), давление на компрессоре,
рабочую скорость и паузы перед началом (m3) и после
окончания (m5) движения на контроллере
9) Нажать кнопку "Старт" и отбежать подальше, лучше на черноморское побережье...
там хорошо...
Ссылки на алиэкпресс для покупки аппаратов (отправка из РФ, обычно такие
отправления за неделю приходят)
https://ru.aliexpress.com/item/32696409911.html,
https://ru.aliexpress.com/item/32851176168.html
https://ru.aliexpress.com/item/32851706572.html (пневмоподжиг)
Продавец в Москве
https://sharx.org/ru/catalog/oborudovanie/elektrosvarochnoe-oborudovanie/apparaty-dlya-plazmennoy-svarki-i-rezki/
P.s. ссылки просто из поиска, я этих продавцов не
проверял. Просто часто просят дать подобные ссылки. Если у кого-то есть
проверенные продавцы и дешевле - поделитесь информацией.
Любой аппарат на 380в лучше любого на 220в.
Все столы на видео сделаны либо мной, либо с
моим участием.
мой видео канал
https://www.youtube.com/user/teploprogress/videos
и это далеко не всё, т.к. редко кто присылает видео после запуска,
есть люди не желающие делиться своими тех.решениями, а есть и прямо запрещающие
снимать их творение (были случаи - люди сделали механику, я приехал со своей
электроникой, подключил, запустили, а видео снять мне не разрешили).
Призываю делиться своими мыслями, идеями и тех.решениями. Лично я
многое почерпнул из общения с настоящими технорями и из их видео.
Вокруг очень много по-настоящему талантливых людей! Прогресс делается не в
сколково и роснано а в гаражах...
|


































{kind=link}